



以下是我们上传的异型管-【三角管】保障实拍视频,您可以点击观看。
以下是:异型管-【三角管】保障的图文介绍


异型管管弯曲试验:在带槽弯心上将试样弯曲至规定程度,检验异型钢管承受弯曲塑性变形的能力并显示其缺陷的试验;
异型管管压扁试验:将金属管压扁至规定尺寸,检验其塑性变形能力并显示其缺陷的试验;
异型管管扩口试验:将规定锥度的顶心压入金属管一端,使直径均匀地扩张至规定尺寸,检验异型钢管径向扩张塑性变形的能力并显示其缺陷的试验。
异型管一般是使用纯氢退火气氛,气氛 的纯度大于99.99%,如果其他部分是惰性气体,可得到纯度低一点,但不包含太多的氧气、水蒸气。
异型管为了避免呈现微泄漏,煤气炉维修应坚持氢气的正压,维持正常的请求。
异型管热处理一般是以固溶热处理,因为它通常被称为“退火”,1040- 1120℃温度范围(日本标准)。你也可以看看退火炉孔,应白炽状态退火带的不锈钢异形管,但没有表现出软化。



异型管焊接时,钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过15mm。
异型管焊接电弧长度,焊接普通钢时,以2-4mm为佳,而焊接不锈钢时,以1-3mm为佳,过长则保护效果不好。
异型管为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。
异型管焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
保护气体一般为二氧化碳气体,气体流量以20-25L/min较适宜。
异型管采用垂直外特性的电源,直流时采用正极性,焊丝接负极。
异型管为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
异型管焊嘴与异型管间的距离以15-25mm为宜。


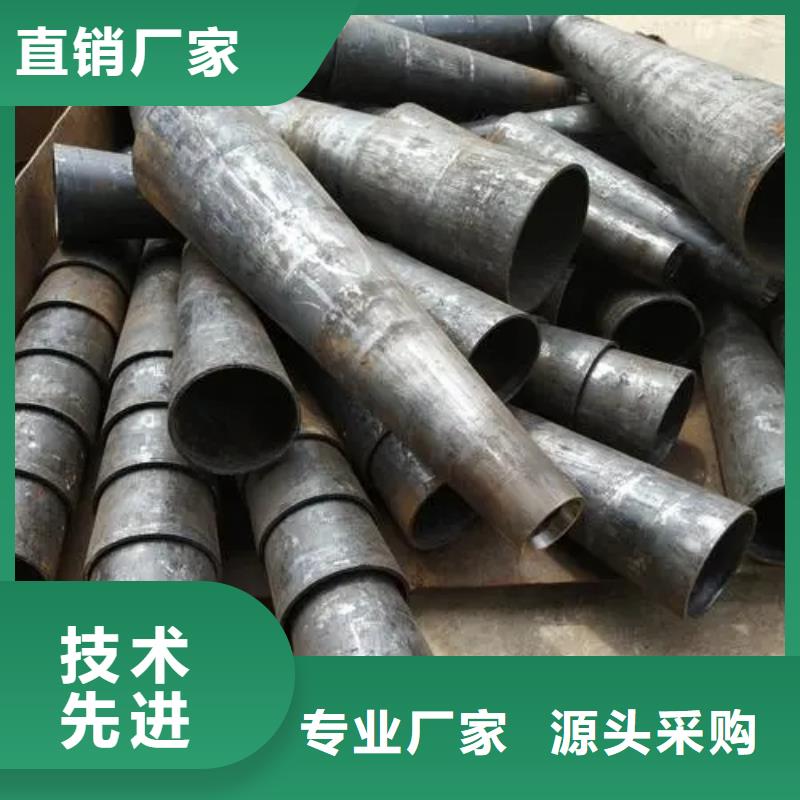
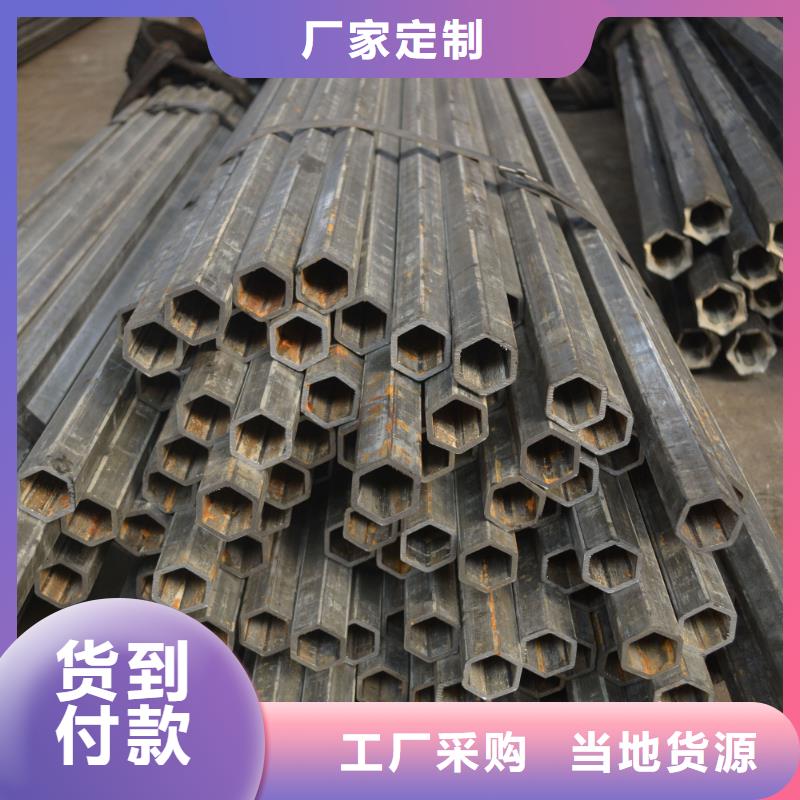
异型管可分成椭圆形异型钢管、三角形异型钢管、六角形异型钢管、菱形异型钢管、八角形异型钢管、半圆形异型钢圆,不等边六角形异型钢管、五瓣梅花形异型钢管、双凸形异型钢管、双凹形异型钢管、瓜子形异型钢管、圆锥形异型钢管、波纹形、凹槽管。
异型管热膨胀系数:因温度变化而引起物质量度元素的变化。
膨胀系数是膨胀-温度曲线的斜率,瞬时膨胀系数是特定温度下的斜率,两个指定的温度之间的平均斜率是平均热膨胀系数。
膨胀系数可以用体积或者是长度表示,通常是用长度表示。
异型管密度:物质的密度是该物质单位体积的质量,单位是kg/m3。
异型管弹性模量:当施加力于单位长度棱住的两端能引起物体在长度上的单位变化时,单位面积上所需的力称为弹性模量。
单位为1b/in3。



乐道精密钢管厂家有限公司(安吉分公司)批发零售: 镀锌无缝管,货源充足,常备库存,现货充足,目前公司客户遍布全国各地,公司一贯重合同、守信用,在业界内享有较高的商业信誉,且有雄厚的经营实力,能稳健地向客户提供产品的营销服务,公司优势:货源充足,价格合理,高端服务,宁可一诺不许,许则一诺千金,欢迎新老客户来电咨询洽谈。

